Situation
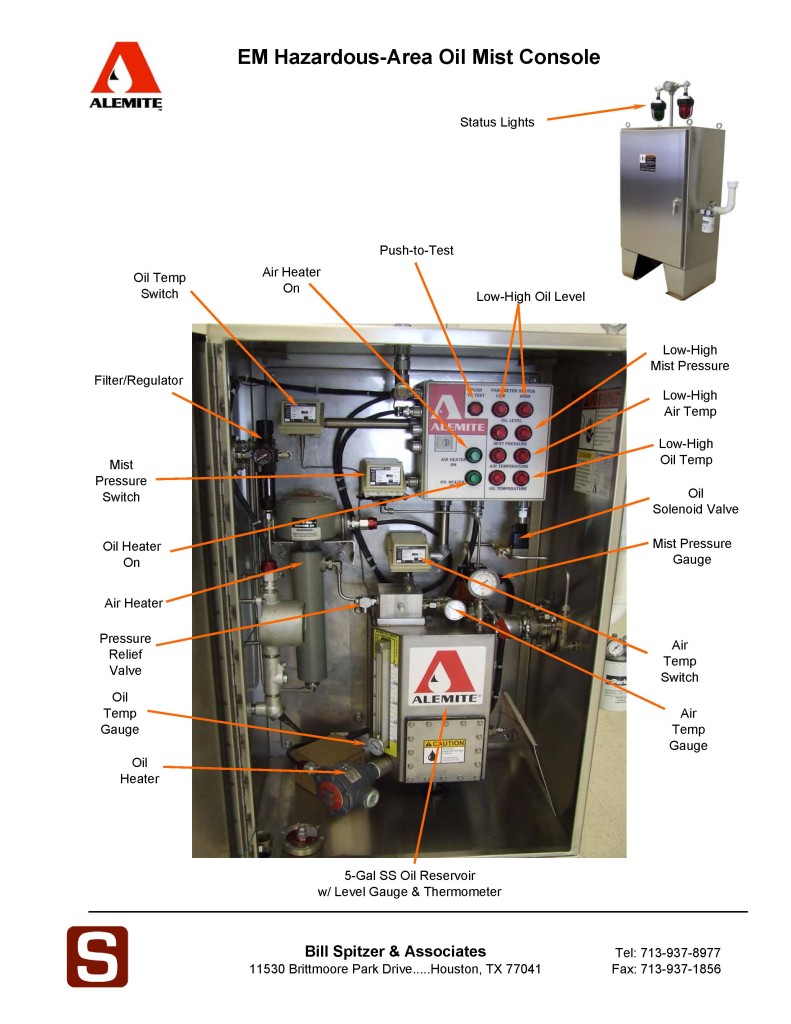
A global producer of wood pellets, a product that is used as a fuel in industrial ovens and power generating equipment, made the decision to transition their Texas plant from 400-pound grease drums to larger capacity tote (2200 pound) containers. The grease was previously pumped from 400-pound drums by a Lincoln 50:1 ratio PowerMaster® pump to the second floor that supplies the grease to multiple Lincoln Auto-Lube systems.
The customer’s goal with this project was to reduce human involvement, minimize safety issues, and create a sustainable grease storage and dispensing solution.
Options/Recommendations
The lubricant supplier, KLUBER©, worked with the Texas plant to provide the grease lubricant in an EZ-BULK® tote (2200 lbs.). The lubricant/tote is delivered to the plant ready for use in a recyclable and biodegradable container. Overall, this new method decreased the time and effort required by the plant in handling the KLUBER grease.
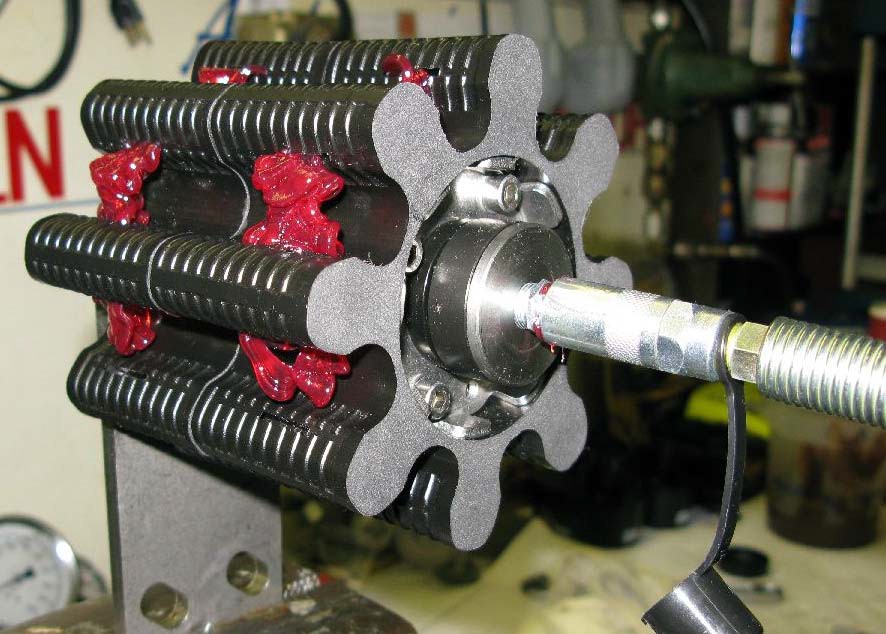
Secondly, the customer considered the “best practice” method to pump from the tote to the auto-lube systems. The plant and KLUBER representative compared the technical benefits of using a vertical mount pump (couples directly to the tote) to a horizontal mounted pump. Finally, the plant chose to move forward with the vertical mounted Lincoln PowerMaster® pump due to the ease of changing from tote to tote, minimizing contamination issues, the pumps proven reliability, less human involvement, and creating a cleaner and more organized storage and pumping area.
Implementation
Bill Spitzer and Associates coordinated with the local KLUBER© representative and the plant to install the vertical mount pump along with commissioning the tote. The system kit consisted of a Lincoln PowerMaster® pump, a 3” NPT Lincoln standpipe assembly, 3” suction hose with Camlock© fittings to quick couple to the tote, along with mounting brackets to secure the pump. The entire installation process required approximately ½ day of two Bill Spitzer and Associates technician’s time to install and commission the system.
Customer Savings/Value Proposition
The customer is benefitting with this process change both in time and effort required. The grease changeover process went from a daily event to once every five days. With less human interaction required in the process, there are fewer cross-contamination issues, has helped with increasing the safety of plant personnel, and has eliminated the cost of drum disposal. Finally, this sustainable solution positively impacts the environment and benefits the plant’s community.